射阳县龙德机械制造厂
138-0511-4565
射阳县龙德机械制造厂
138-0511-4565

S358 系列浆纱机技术特征
1、车头
卷绕张力 1-7KN。
上落轴、织轴加压、伸缩筘升降、测长辊加压等均采用气动控制。
配置测长辊测长装置。
采用可移动式织轴传动箱,实现拍合和调幅;滑轨轴采用整体结构,保障运行精度,同时提升结构刚度。
配备自动上落轴装置。
伸缩筘的伸缩、左右移动通过减速马达调节;伸缩筘和筘座采用专用模具制作,保障筘针眼均匀排列;筘针选用高强度钢材,经表面研磨后镀硬铬,镀后加温去除表面微气孔,再进行二次研磨,保障硬度与光洁度达标。
配置双罗拉侧面压纱机构,最大压纱力可达 3.5KN。

2、烘房
采用 800mm 平板封头不锈钢烘筒。
工作幅宽:1800-2400mm。
烘房配备温控系统,可对烘筒温度实行分组自动控制;由比例阀和薄膜调节阀组成进汽控制机构,实现渐进式开启和关闭。
烘筒表面涂覆聚四氟乙烯涂层。
配置风机,可对热湿空气实施强制排风。
高架烘房周边设有宽度充足的走道,便于观察和维护。
3、浆槽
工作幅宽:1800mm、2000mm、2200mm、2400mm。
支持双浸四压式结构 / 双浸三压式结构(前后压浆辊均为橄榄辊,可互换)。
配置压浆力线型加压自动控制功能。
上浆辊外包不锈钢材质;胶辊采用热稳定性较好的橡胶材质,可保障稳定的压浆力,浆槽升温后,压浆辊硬度下降不超过 5 度。
前后压浆辊、浸没辊均采用气动双侧同步加压结构形式。
浸没辊两端采用不锈钢轴承,精度表现良好,使用寿命较长。
浆液循环采用独立马达驱动的浆泵。
浆液加热采用蒸汽直接加热方式,并配备一套温度直接加热系统;同时配备夹层加热结构,由比例阀和薄膜调节阀组成进汽控制机构,实现渐进式开启和关闭。槽体采用双层结构,在夹层里装有 22× 厚 3 耐压 304 不锈钢无缝盘管;无缝盘管的尾部装有疏水阀,夹层盛水作为传热介质,夹层腔上端设有足够安全的出汽孔;无缝管进汽控制受浆槽浆液温度控制。
浆槽采用钢板作为支撑骨架,骨架外侧加装不锈钢外罩,对传动件、气控组件、电气组件具备良好的密封防护效果;控制面板无需拆卸即可取下外罩,线路不受影响,维修保养便捷。浆槽面板采用防水按钮,浆槽控制柜也可设计在机外,具备良好的防水性能。
纱出浆槽配置湿分绞装置,湿分绞棒里通冷凝水(水通过制冷装置制冷),可在不同季节保障较好的结露效果;冷凝水温度可设定并自动控制,湿分绞棒为不锈钢涂特氟龙材质。
辅助浆槽带可调节支撑结构,可保障幅宽方向全瀑布均匀溢流;配备独立滤网,采用全封闭设计,过滤效果良好,方便取出清洁。
浆槽容积:主浆槽 210L,辅助浆槽 180L。
湿分绞状态可随车速变化同步调整。


4、经轴架
四只经轴为一组,上下放置。经轴最大直径 800mm 或 1000mm。工作幅宽:1800mm、2000mm、2200mm、2400mm。退绕轴架左右采用三轮定位结构,经轴直接放置在尼龙滚轮上,操作轻松方便。左右的三轮定位结构可左右移动,单边调节范围 0~100mm。经纱退绕张力自动控制系统,通过张力传感器反馈,比例阀进行控制,可实现送经张力稳定控制,也可实现低张力送经,适配高支纱加工需求。
5、电气控制
整机采用高性能 PLC,同时配备触摸屏,实现传动的同步运行,以及对运行状况、工艺参数的在线检测与实时控制。
经纱退绕张力自动控制系统
浆液温度、烘燥温度自动控制系统
压浆力线型加压自动控制系统
浆液液位自动控制系统
回潮率自动检测系统


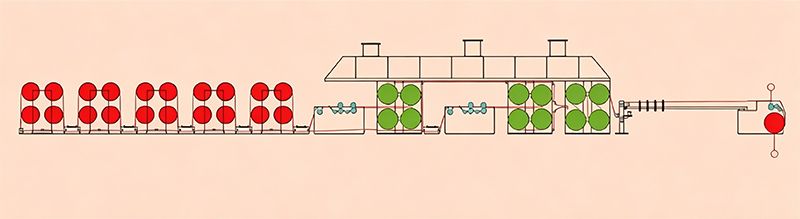
二单元流程图M1、M2为2台电机
S358-2S 二单元浆纱机控制特点
二单元指车头、拖引辊和织轴卷绕分别由两个变频电机带动,通过两个变频器控制两电机,实现对卷绕张力的控制。
干区张力(烘房到拖引辊之间的张力),由 XP 无级变速器精细调节。
湿区张力(上浆辊到烘房之间的张力),由 XP 无级变速器精细调节。
喂入张力(浆槽拖引辊到上浆辊之间的张力),由 XP 无级变速器精细调节。
S358-7S 七单元浆纱机控制特点
七单元指织轴卷绕、车头、拖引辊、烘筒、两个浆槽上浆辊、两个浆槽拖引辊分别由七个伺服电机带动,由七个伺服驱动器控制七个伺服电机,实现对卷绕张力、干区张力、湿区张力、喂入张力的精细控制。
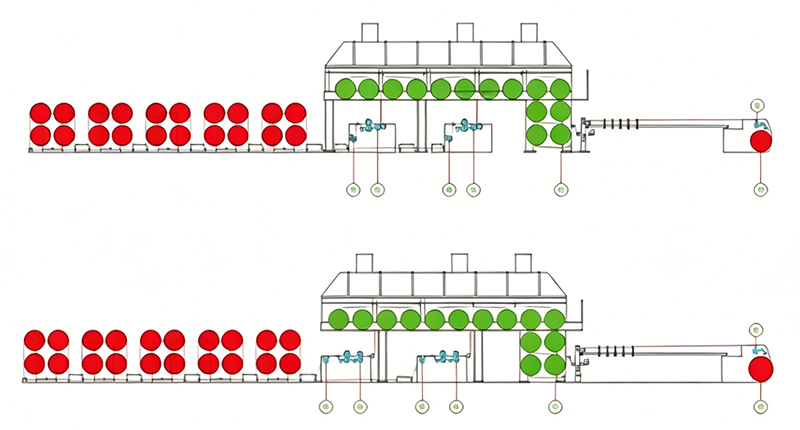
七单元流程图 M1~M7 为电机
S358-9S 九单元浆纱机控制特点
九单元机型在七单元的基础上,将烘房分为三个区。两个预烘区与烘干区分别由伺服驱动控制的三台伺服电机带动,两个预烘与烘干区之间的张力可实现精准控制。全机控制精度更高,适配的纱线品种更广泛,可适配总经根数较少、较多以及特细纱的加工需求,保障稳定的上浆效果与伸长表现。设备结构强度高,制造精度表现良好,运行同步性佳。
张力与伸长控制精度稳定。

联系人:樊 荣 13805114565
左 斌 13505115497
彭晓峰 13962065678
电 话:(+86)515-82320678
传 真:(+86)515-82338395
E-mai : machinerylongde@163.com
地 址:江苏省射阳县开发区

138-0511-4565